

Чем варить силумин
Чем варить силумин
Силумином называют алюминиевый сплав с высоким содержанием кремния. Из него делают детали сложной конфигурации. Для их восстановления используют холодные и горячие методы.
Сварка силумина производится несколькими способами: плавящимися и тугоплавкими электродами. Металл легко окисляется, поэтому желательно использовать защитную атмосферу. Качество соединения без нее страдает. Виной всему жаропрочные оксиды алюминия. Как варить металл, какие тонкости важно учитывать, расскажут опытные сварщики.

Технология сваривания аргоном
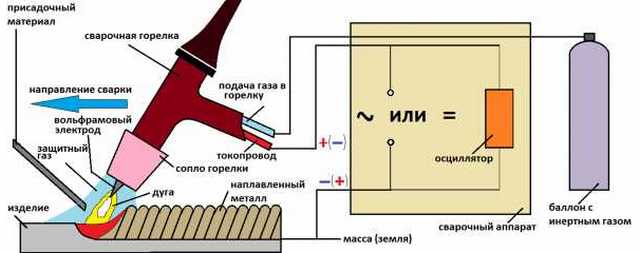
Прежде чем начать работу нужно приготовить оборудование. Вам понадобится:
- инвертор;
- горелка с неплавящимся электродом;
- баллон с газом;
- осциллятор;
- присадочная проволока.
Подготовка деталей заключается в удалении оксидной пленки:
- Для этого наждачной бумагой или другими средствами зачищаются места соединения деталей.
- Далее края обрабатываются любым химическим средством: растворителем, каустической содой.
Важно! После применения каустической соды, заготовки обязательно промыть напором воды.
Технология сварки силумина аргоном напоминает процесс сваривания алюминия. Это самый надежный способ соединения силуминовых изделий.
При соединение деталей происходит их нагрев, образуется устойчивая к высокой температуре пленка, которая ограничивает надежность скрепления. Для избегания этого, применяется инертный газ — аргон. Он выталкивает воздух в сварочном пространстве, не позволяя окислятся деталям.
Требования к выполнению работ в домашних условиях:
- выполнять работу на открытом пространстве не рекомендуется, лучшим вариантом будет закрытое помещение (подойдет гараж или бытовая пристройка);
- в процессе сварочных работ нужно избегать перегревания газа, иначе аргон начнет разрушать элементы.
- Сварку производят с использованием короткой дуги на обратной полярности (подключение электрода к плюсу, а заготовки к минусу). При таком способе изделие плавится легче.
- Присадочная проволока подается в рабочую зону, где она плавится и соединяет изделия.
- Присадку нужно подавать постепенно, иначе велик риск разбрызгивания металла, что приведет к плохому соединению.
- Подача присадки происходит под углом к горелке, направления выполняются строго вдоль шва.
Выполнение этих условий гарантирует ровный и узкий шов.
В этом видео показывается, как отремонтировать (заварить дюралевый поддон):
Преимущества и недостатки аргоновой сварки
Плюсы метода:
- Этот вариант соединения элементов считается самым прочным.
- Сварка не занимает много времени.
- Технология подходит даже новичкам.
- Сварочный процесс, возможно, выполнить в домашних условиях.
- Деформация деталей исключена.
Минусы:
- Невозможность провести работу на открытом воздухе, ветер будет мешать правильному распределению газа над рабочей поверхностью.
- Необходимость иметь специальное оборудование.
- Высока вероятность со сложностью в настройках.
- Если работа производится трансформатором с высокой силой тока, то потребуется охлаждение.
Выполнение сварки в домашней обстановке требует соблюдения техники безопасности. В процессе работы применяют средства защиты, надевают:
- специальную одежду;
- маску;
- перчатки;
- обувь с резиновой подошвой.
Проводят работы по изоляции всех токопроводящих элементов. Исключают присутствие легковоспламеняющихся предметов возле рабочего пространства. Помещение должно быть хорошо вентилируемым.
Требования
Заварить шов, используя сварочное оборудование, можно соблюдая определенные требования:
- Нельзя прикасаться электродом к обрабатываемой поверхности при зажигании дуги.
- Перед тем как подавать газ следует разогреть сопло горелки. Спустя 15 секунд можно открывать вентиль с газом.
- После прекращения подачи электричества на электрод следует подождать 10 секунд и только после этого перекрывать газовый вентиль.
Если работы проводятся дома, можно использовать плавящийся, а не вольфрамовый электрод.
Пайка силумина
Пайка силумина имеет свои особенности.
Чтобы спаять элементы из этого сплава, нужно придерживаться некоторых правил:
- Сначала тщательно зачистить обрабатываемые поверхности, обеззаразить их.
- Зафиксировать детали в нужном положении.
- После этого проверить работу инструментов.
- Газовой грелкой прогреть обрабатываемую область.
- Прикасаться к разогретому месту припоем с включением активного флюса.
 Пайку силумина осуществляют в специальных газовых средах.
Пайку силумина осуществляют в специальных газовых средах.
Если для работы используется бесфлюсовый припой, крайне важно для разрушения оксидной пленки дополнительно нанести флюс.
Можно ли выполнять работы такого типа в бытовых условиях?
Сварить детали из силумина дома возможно при наличии соответствующего оборудования. Если от изделия не требуется особой прочности можно использовать ручную электродную сварку электродом ALSi12. Для получения прочного стыка потребуется полуавтомат и присадочная проволока типа Св-AK5 (Св-АК6).
Оптимальный вариант сварка в аргоновой среде с использованием присадочного прутка ER-4047. Однако подобное оборудование по карману далеко не каждому домашнему мастеру.
 В кустарных условиях энтузиастам сварки нередко удается добиться прочности соединения силуминов, превосходящих качеством профессиональные мастерские. Правда, по затратам подобные технологии как правило убыточны.
В кустарных условиях энтузиастам сварки нередко удается добиться прочности соединения силуминов, превосходящих качеством профессиональные мастерские. Правда, по затратам подобные технологии как правило убыточны.
Альтернативным вариантом соединения в домашних условиях может выступить пайка силумина. Для этого используют флюс типа Castolin 190 Flux, Ф-34А и высокотемпературные припои на основе свинца либо олова: 34А либо Aluminium-13.
Задач у флюса, как и при сварке две:
- разрушение оксидной пленки, оказывающей основное препятствие надежному стыку;
- предохранения окисления алюминия до тех пор, пока не будет выполнено соединение.
Паять нужно нагревая изделия до температуры 600-610oС. При этом используют мощный паяльник, либо газовую горелку.
Еще один вариант соединения холодная сварка для силумина. Наиболее распространенный вариант: эпоксидный состав, насыщенный порошком алюминия.
Основные свойства силумина
При сравнении свойства силумина приравнивают к свойствам нержавеющей стали, но при этом первый обладает меньшей массой.
О свойствах сплава алюминия с кремнием:
- Прочность, устойчивость к износу и к проявлению коррозии. Оксидная пленка, образующаяся на поверхности, служит защитой от негативных факторов окружающей среды.
- Плотность материала составляет около 3 гр/см3.
- Пластичность или жидкотекучесть сплава – это немаловажное свойство, необходимое для заливки сложных конфигураций, что значительно удешевляет процесс литья.
- Температура плавления силумина составляет около 6000 С, что почти в три раза ниже температуры плавления стали, и это тоже влияет на качество литья и стоимость выполнения работ.
Исходя из перечисленных показателей, изделия из этого материала все больше пользуются потребительским спросом.

